Comment souder des gouttières en zinc
En bref
Pour souder des gouttières en zinc, il faut décaper les surfaces à assembler, appliquer un flux décapant, chauffer la zone à 250°C avec un fer à souder ou un chalumeau, puis déposer l'étain qui se liquéfie par capillarité pour créer un joint étanche.
Les gouttières en zinc peuvent durer plus de 50 ans grâce à leur résistance naturelle à la corrosion. La soudure à l'étain représente la technique traditionnelle privilégiée par les couvreurs-zingueurs pour garantir l'étanchéité parfaite des raccords. Cette méthode, encadrée par le DTU 40.41 et les normes professionnelles, nécessite une température précise de 250°C et un savoir-faire spécifique pour éviter d'endommager le métal.
Les étapes à suivre
Étape 1 : Préparer le matériel nécessaire
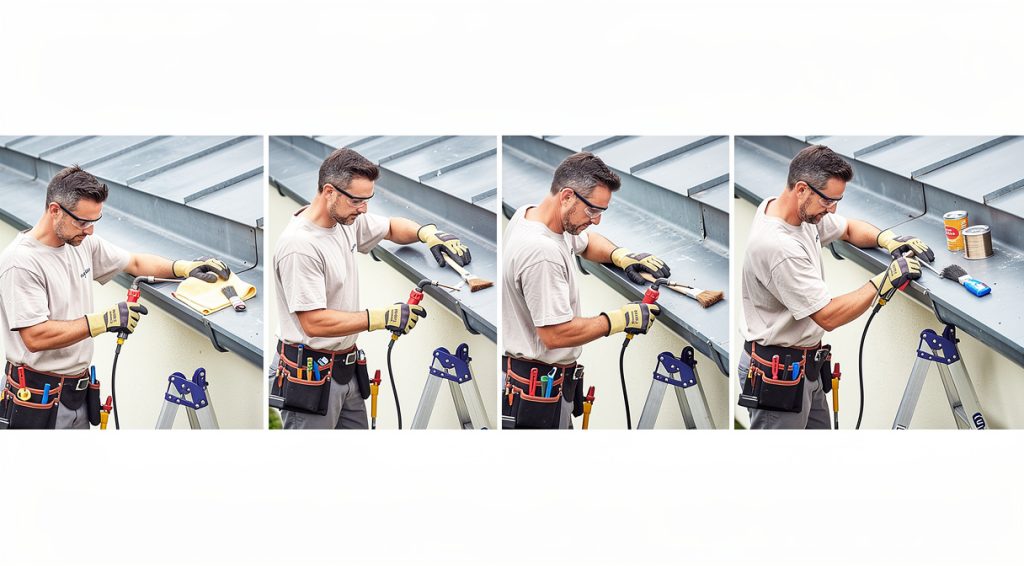
Avant de commencer, rassemblez tous les outils indispensables pour une soudure réussie. Vous aurez besoin d'un fer à souder spécial zinguerie d'au moins 350W ou d'un chalumeau propane capable d'atteindre environ 250°C. Prévoyez des baguettes d'étain comme métal d'apport, idéalement un alliage contenant au minimum 28% d'étain selon le DTU 40.41, ou 33% d'étain pour une meilleure qualité. Le flux décapant est indispensable pour nettoyer les surfaces et favoriser l'adhésion. Côté outils complémentaires, munissez-vous d'une brosse métallique, de toile émeri à grain fin, d'un chiffon propre et de pinces pour maintenir les pièces. N'oubliez pas les équipements de protection : gants résistants à la chaleur, lunettes de protection et masque respiratoire pour les fumées de soudure. Le fabricant RHEINZINK recommande d'utiliser son étain sans plomb SnZn 801 conforme à la norme NF EN ISO 9453 pour une meilleure résistance à l'arrachement.
Étape 2 : Nettoyer et décaper les surfaces
Le décapage complet des zones à souder constitue l'étape la plus critique pour garantir l'adhésion du métal d'apport. Cette préparation minutieuse conditionne la réussite de toute l'opération. Commencez par utiliser une brosse métallique pour éliminer les oxydes, traces de corrosion et saletés présentes sur le zinc. Poursuivez avec une toile émeri pour poncer les surfaces jusqu'à obtenir un aspect brillant et parfaitement propre. Pour les zincs prépatinés ou revêtus, vous devrez retirer la patine au niveau de la zone à souder avec un décapant spécifique comme le RHEINZINK-STRIPZINK. Enlevez ensuite tous les débris avec un chiffon sec et propre. Vérifiez qu'aucune trace d'humidité ne subsiste, car cela pourrait faire exploser les points de brasure lors du chauffage. Un tube de zinc parfaitement nettoyé favorise un étalement uniforme de la brasure et évite les défauts d'adhérence qui causeraient des fuites.
Étape 3 : Ajuster et positionner les éléments
L'ajustement précis des gouttières avant la soudure est essentiel pour prévenir les fuites lors de la mise en eau. Positionnez les éléments de gouttière de manière à ce qu'ils s'emboîtent parfaitement avec un recouvrement d'environ 5 cm pour chaque assemblage. Utilisez des pinces ou des serre-joints pour maintenir fermement les pièces ensemble pendant toute la durée de l'opération. Vérifiez que les extrémités des gouttières correspondent exactement et qu'il n'y a pas de jeu entre elles. Si nécessaire, utilisez un coupe-tube ou une cisaille grignoteuse pour ajuster les dimensions des éléments. Évitez d'utiliser une scie à métaux qui risquerait de déformer le profilé. Placez vos gouttières sur une surface stable et résistante à la chaleur pour empêcher tout mouvement non désiré pendant la soudure. L'alignement parfait des pièces garantit une jointure stable et esthétique.
Étape 4 : Appliquer le flux décapant
Le flux décapant joue un rôle fondamental dans le processus de soudure en facilitant la fusion de l'alliage avec le zinc. Appliquez uniformément le flux sur toutes les surfaces à souder à l'aide d'un pinceau. Ce produit chimique va nettoyer chimiquement les dernières traces d'oxydation et permettre à l'étain de mieux adhérer au zinc. Le flux crée également une barrière protectrice contre l'oxydation pendant le chauffage. Utilisez la quantité recommandée par le fabricant sans excès. Pour les zincs revêtus, assurez-vous d'avoir procédé à l'élimination locale du revêtement avant d'appliquer le flux. Manipulez le flux avec précaution en suivant les consignes de sécurité du fabricant, car il contient des substances chimiques. Travaillez dans un espace bien ventilé pour éviter l'inhalation des vapeurs. Le flux doit être appliqué juste avant la soudure pour une efficacité optimale.
Étape 5 : Chauffer et souder les éléments
La maîtrise de la température est cruciale pour réussir la soudure sans endommager le zinc. Réglez votre fer à souder ou votre chalumeau pour atteindre une température stable entre 230°C et 250°C selon les recommandations de RHEINZINK. Pour vérifier que le fer est à bonne température, passez-le sur une pierre d'ammoniaque : un nuage blanc doit apparaître. Activez votre outil de chauffe et approchez-le des zones à souder en maintenant une distance appropriée. Chauffez progressivement la zone de jonction jusqu'à ce que le zinc soit suffisamment chaud. Déposez alors lentement la baguette d'étain sur la partie chauffée. L'étain doit se liquéfier instantanément et s'infiltrer par capillarité entre les pièces à assembler. Assurez-vous que la soudure forme un cordon régulier, lisse et sans bulles d'air pour garantir une étanchéité parfaite. Continuez jusqu'à obtenir un assemblage uniforme sur toute la longueur du joint. Pour augmenter la résistance mécanique, vous pouvez réaliser des soudures barrées perpendiculaires sur une largeur de 40 à 50 mm.
Étape 6 : Refroidir et contrôler la soudure
Une fois la soudure terminée, laissez refroidir naturellement sans perturber le raccord ni accélérer le refroidissement. Cette phase est essentielle pour que l'alliage se solidifie correctement et forme une liaison résistante avec le zinc. Ne touchez pas la zone soudée et évitez tout mouvement des pièces pendant au moins 5 minutes. Après refroidissement complet, inspectez minutieusement tous les points de soudure pour détecter d'éventuelles fissures, porosités ou imperfections. Une soudure réussie doit être lisse, régulière, sans défauts apparents et présenter une bonne résistance à la traction. Vérifiez la solidité en exerçant une légère pression sur le joint. Nettoyez ensuite les résidus de flux et de brasure à l'eau chaude savonneuse avec un rinçage abondant. Pour une protection optimale contre la corrosion, vous pouvez appliquer un traitement de surface approprié comme une peinture spéciale zinc ou un vernis protecteur. Un contrôle rigoureux garantit une installation durable et esthétique.
💡 Conseils et astuces
- Travaillez toujours dans un espace bien ventilé pour éviter l'inhalation des fumées de zinc et d'étain qui peuvent être nocives pour la santé
- Entraînez-vous d'abord sur des chutes de zinc pour maîtriser la température et la technique avant de travailler sur les gouttières définitives
- Pour les travaux en hauteur, privilégiez un fer à souder portable avec bonbonne intégrée car l'accessibilité des gouttières n'est pas toujours pratique
- Nettoyez régulièrement la panne de votre fer à souder avec une pierre ammoniacale pour éliminer l'oxydation et maintenir une soudure de qualité
- Respectez les tarifs professionnels : comptez entre 25€ et 60€ par mètre linéaire si vous faites appel à un couvreur-zingueur qualifié
- Inspectez vos gouttières au moins deux fois par an, au printemps et à l'automne, pour détecter précocement tout problème de soudure
❓ Questions fréquentes
Quelle température faut-il pour souder du zinc ?
La température idéale pour le brasage tendre du zinc s'élève à environ 250°C selon les recommandations de RHEINZINK. Cette température permet de faire fondre l'étain sans détériorer le zinc dont le point de fusion est d'environ 420°C. Il est crucial de maintenir une température stable et contrôlée pour éviter la surchauffe qui pourrait déformer ou percer la gouttière.
Peut-on souder une gouttière en zinc sans être professionnel ?
Oui, un bricoleur méthodique et motivé peut réaliser une soudure de gouttière en zinc avec le bon équipement et une préparation minutieuse. Cependant, la technique demande de la pratique et une maîtrise précise de la température. Pour des travaux complexes ou des dégâts importants, il est recommandé de faire appel à un couvreur-zingueur professionnel qui dispose du savoir-faire et du matériel adapté.
Quel type d'étain utiliser pour souder du zinc ?
Utilisez un alliage d'étain contenant au minimum 28% d'étain en poids selon le DTU 40.41, ou idéalement 33% d'étain pour une meilleure qualité. L'étain sans plomb comme le RHEINZINK SnZn 801 conforme à la norme NF EN ISO 9453 est recommandé car il offre une meilleure résistance à l'arrachement et est plus respectueux de l'environnement et de la santé des zingueurs.
Existe-t-il des alternatives à la soudure pour assembler des gouttières en zinc ?
Oui, la soudure à froid constitue une alternative plus accessible. Elle consiste à assembler les gouttières par emboîtement avec un mastic silicone spécial pour zinc, en prévoyant un recouvrement de 5 cm. Cette technique est plus rapide et facile à réaliser, mais elle offre une durabilité moindre que la soudure à l'étain traditionnelle privilégiée par les professionnels.
Combien de temps durent des gouttières en zinc bien soudées ?
Les gouttières en zinc présentent une longévité pouvant dépasser 50 ans grâce à l'oxydation naturelle du zinc qui forme une patine protectrice. Cette durée de vie exceptionnelle est conditionnée par la qualité de la soudure et un entretien régulier consistant principalement à nettoyer les feuilles mortes et débris accumulés pour éviter les obstructions.
📚 Sources
Cet article a été rédigé à partir des sources suivantes :
Ce guide vous a aidé ?