Comment souder du laiton : guide complet
En bref
Pour souder du laiton, privilégiez le brasage au chalumeau avec une température comprise entre 700 et 900°C, en utilisant un flux décapant spécifique et une baguette d'apport adaptée. Le soudage TIG ou à l'étain sont également possibles selon l'épaisseur et l'application souhaitée.
Le laiton, alliage de cuivre et de zinc, présente un point de fusion compris entre 900 et 1050°C selon sa composition exacte. Cette température relativement basse nécessite une grande attention pour éviter la surchauffe et maintenir l'intégrité des pièces. Selon Soudetam, entreprise spécialisée dans les métaux non ferreux depuis plusieurs décennies, la maîtrise des techniques de brasage permet de réduire le temps de soudure de 20% tout en augmentant la résistance des joints de 15% en moyenne.
Les étapes à suivre
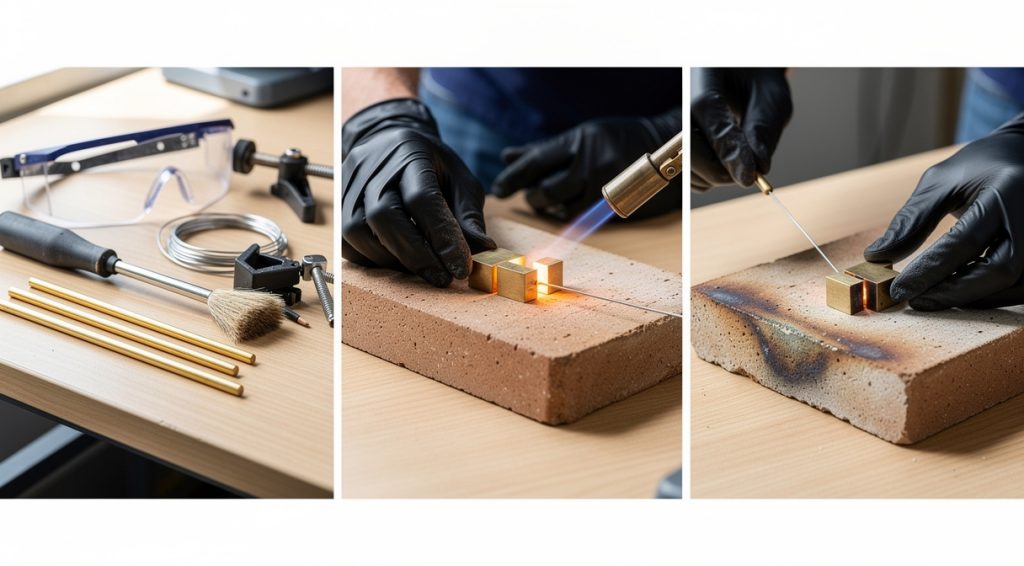
Étape 1 : Préparer et nettoyer les surfaces
La propreté des surfaces est primordiale pour garantir l'adhérence de la brasure. Commencez par éliminer toute trace de saleté, d'huile ou d'oxydation sur les pièces en laiton. Utilisez une brosse métallique ou du papier de verre à grain fin pour abraser légèrement la surface. Pour le laiton fortement oxydé, un nettoyant chimique peut être nécessaire. Évitez le trichloréthylène qui dégage un gaz mortel (phosgène) lorsqu'il est chauffé. Après le nettoyage mécanique, dégraissez avec de l'acétone si nécessaire. Assemblez ensuite les pièces en maintenant un jeu optimal entre 0,05 mm et 0,13 mm pour permettre la capillarité du métal d'apport. Utilisez des dispositifs de maintien comme des serres-joints pour assurer un alignement précis pendant le brasage.
Étape 2 : Choisir le matériel adapté
Le choix du matériel dépend de l'épaisseur des pièces et du résultat souhaité. Pour les petites pièces et épaisseurs fines (0,5 à 2 mm), un chalumeau à gaz propane avec une température de flamme d'environ 1900°C convient parfaitement. Pour des pièces plus épaisses ou des alliages complexes, optez pour un chalumeau oxyacétylénique pouvant atteindre jusqu'à 3000°C. Concernant la brasure, les alliages cuivre-zinc sont les plus courants pour le laiton, avec des températures de fusion entre 700°C et 1180°C. Les brasures à l'argent (minimum 6% d'argent) sont recommandées pour les raccordements nécessitant une résistance mécanique élevée et sont obligatoires pour les conduites de gaz. Pour la soudure à l'étain sur petites pièces, un fer à souder de 40 à 100 watts suffit.
Étape 3 : Appliquer le flux décapant
Le flux décapant joue un rôle crucial dans le processus de brasage du laiton. Il élimine les oxydes de la surface et permet une meilleure adhérence de la brasure. Choisissez un flux spécifique au laiton, disponible sous forme liquide, pâteuse ou en poudre. Le borax (mélange d'acide borique et de borate de soude) est le flux le plus couramment utilisé pour le brasage du laiton. Appliquez-le généreusement mais uniformément sur les zones à souder. Pour la soudure à l'étain, utilisez une graisse décapante spécifique qui garantit une adhésion optimale de l'étain au laiton. Certaines baguettes de brasure sont enrobées de flux, ce qui simplifie le processus. Si vous utilisez un alliage cuivre-phosphore pour braser du cuivre, celui-ci est auto-décapant.
Étape 4 : Chauffer progressivement les pièces
La chauffe doit être progressive et uniforme pour éviter les déformations. Préchauffez le laiton à environ 300-400°C avant le brasage selon l'épaisseur et le type d'alliage. Chauffez ensuite les pièces à assembler jusqu'à ce que le flux devienne liquide et s'écoule librement sur la surface. Pour le brasage au chalumeau, le laiton doit atteindre une température comprise entre 1100 et 2000 degrés Fahrenheit (environ 590 à 1090°C) selon l'alliage de brasage utilisé. La température de travail du métal d'apport doit être atteinte en 3 minutes maximum pour ne pas brûler le flux ou endommager les pièces. Pour la soudure à l'étain, maintenez le fer à souder autour de 250 à 300°C. Ne mettez jamais le dard du chalumeau en contact direct avec les pièces.
Étape 5 : Appliquer le métal d'apport
Une fois la température appropriée atteinte, appliquez la baguette de brasure dans le joint. Le métal d'apport sera aspiré dans le joint par action capillaire et remplira l'espace entre les pièces. Pour le brasage au chalumeau, fondez l'extrémité de la baguette devant le dard et déposez le métal liquide sur les pièces chauffées. Faites progresser régulièrement le métal d'apport jusqu'à l'assemblage complet. Pour le soudage TIG du laiton, utilisez un fil de bronze au silicium qui crée une liaison solide avec une haute résistance à la fissuration. Le soudage TIG doit être effectué avec du courant continu pour un arc plus stable. Pour la soudure à l'étain, appliquez l'étain directement sur la zone chauffée en veillant à ne pas en mettre trop.
Étape 6 : Refroidir et traiter après soudage
Après le brasage, laissez refroidir les pièces naturellement sans forcer le refroidissement. Pour améliorer la qualité de la soudure, un traitement thermique peut être bénéfique : recuire le laiton à environ 450-500°C après le soudage. Une fois les pièces refroidies, éliminez les résidus de flux qui sont chimiquement corrosifs. La meilleure méthode consiste à immerger l'assemblage dans l'eau chaude (supérieure à 50°C) pendant qu'il est encore tiède, en s'assurant que le métal d'apport s'est complètement solidifié. Les résidus de flux vitrifiés se fissurent et s'écaillent généralement. Si nécessaire, brossez légèrement avec une brosse métallique dans l'eau chaude. Pour les pièces en laiton qui s'oxydent après brasage, utilisez une poudre à dérocher spécifique.
Étape 7 : Respecter les consignes de sécurité
Le soudage du laiton nécessite des précautions particulières car la fusion à haute température peut entraîner l'évaporation du zinc, dont les fumées d'oxyde de zinc sont toxiques. Travaillez dans un espace bien ventilé ou utilisez un extracteur de fumées dans les espaces fermés. Portez systématiquement un équipement de protection individuelle : lunettes de protection teintées ou casque de soudage contre l'éclat de l'arc et les projections, gants résistants à la chaleur, et vêtements à manches longues en tissu ignifuge (combinaison) pour vous protéger contre la chaleur, les rayons UV et les étincelles. Pour le soudage au chalumeau oxyacétylénique, manipulez les bouteilles de gaz avec des mesures de sécurité strictes. Les fumées du laiton peuvent être irritantes pour les yeux, le nez et la gorge.
💡 Conseils et astuces
- Entraînez-vous d'abord sur des chutes de laiton pour maîtriser le contrôle du chalumeau et la mesure des quantités de métal d'apport appropriées
- Tenez compte du coefficient de dilatation thermique : le laiton se dilate davantage que l'acier lors de la chauffe, ajustez vos jeux en conséquence
- Pour les assemblages tubulaires, un ajustement glissant des surfaces donne un joint brasé parfaitement adéquat grâce à la rugosité naturelle du métal
- Évitez le soudage au gaz du laiton qui favorise l'évaporation du zinc et crée de la porosité dans la soudure
- Pour conserver l'aspect naturel du laiton sans démarcation de couleur, utilisez une brasure laiton plutôt qu'une brasure argent
- Nettoyez régulièrement la pointe de votre fer à souder avec une éponge humide pour éliminer les résidus et prévenir l'oxydation
❓ Questions fréquentes
Quelle est la différence entre brasage tendre et brasage fort pour le laiton ?
Le brasage tendre utilise des températures inférieures à 450°C et donne généralement un joint plus faible, idéal pour les petites pièces décoratives. Le brasage fort ou dur met en œuvre des températures supérieures à 450°C (entre 600°C et 900°C) et produit des joints capables de résister à des pressions plus élevées, recommandé pour les applications structurales et la plomberie.
Peut-on souder du laiton avec de l'étain ?
Oui, la soudure à l'étain est possible sur le laiton, particulièrement pour les petites pièces et applications non-structurales comme l'électronique ou les objets décoratifs. Utilisez un fer à souder de 40 à 100 watts maintenu entre 250 et 300°C, avec un flux décapant spécifique pour laiton. Cette méthode offre moins de résistance mécanique que le brasage au chalumeau.
Quel type de chalumeau utiliser pour souder du laiton ?
Pour les petites pièces et épaisseurs fines, un chalumeau à gaz propane (température de flamme environ 1900°C) suffit. Pour des pièces plus épaisses, un chalumeau oxyacétylénique atteignant jusqu'à 3000°C est nécessaire. Le chalumeau oxy-butane représente une alternative économique intermédiaire. Le choix dépend de l'épaisseur du laiton et de la température de fusion de votre brasure.
Pourquoi le flux décapant est-il indispensable pour souder le laiton ?
Le flux décapant est essentiel car il élimine les oxydes de surface du laiton qui empêcheraient l'adhérence correcte de la brasure. Il permet également de protéger le métal en fusion de l'oxydation pendant la chauffe. Le borax (acide borique et borate de soude) est le flux le plus couramment utilisé pour le brasage du laiton, tandis qu'une graisse décapante spécifique convient pour la soudure à l'étain.
Quelles sont les applications courantes du laiton soudé ?
Le laiton soudé trouve de nombreuses applications : plomberie et raccords sanitaires, facture instrumentale (trompettes, saxophones, flûtes), bijouterie et orfèvrerie, dinanderie (objets d'art), équipements militaires, raccords et fixations diverses. Selon Wikipédia, le brasage est utilisé depuis l'âge du fer et un témoignage datant de 3300 à 3100 av. J.-C. a été retrouvé en Iran.
📚 Sources
Cet article a été rédigé à partir des sources suivantes :
Ce guide vous a aidé ?